Why FemtoTrig® is a Game changer for Accuracy & Reduces Costs
In industrial laser micromachining, achieving both outstanding process quality and high productivity remains a constant challenge. The complex interplay between scan speed, repetition rate, and pulse energy makes it difficult to maintain stable processing conditions throughout an operation—especially during acceleration and deceleration phases of motion systems.
To overcome these limitations, FemtoTrig® was developed. Integrated into selected Amplitude femtosecond lasers, this advanced technology enables intelligent synchronization between the laser and the scanning system, ensuring precise control of both pulse timing and energy. The result is exceptional accuracy, consistent process quality, and significantly improved industrial performance.
More than a simple pulse-on-demand feature, FemtoTrig® introduces a new approach to laser process control, where each pulse is delivered at the right time, in the right place, and with the right energy. This level of control not only enhances precision and repeatability, but also reduces processing time and lowers cost per part.
FemtoTrig® at a Glance
FemtoTrig is an advanced option available on selected Amplitude femtosecond lasers. It enables high-precision pulse triggering, akin to the supersync feature, while providing enhanced control over the energy of extracted pulses under specific conditions.
Optimizing Processes
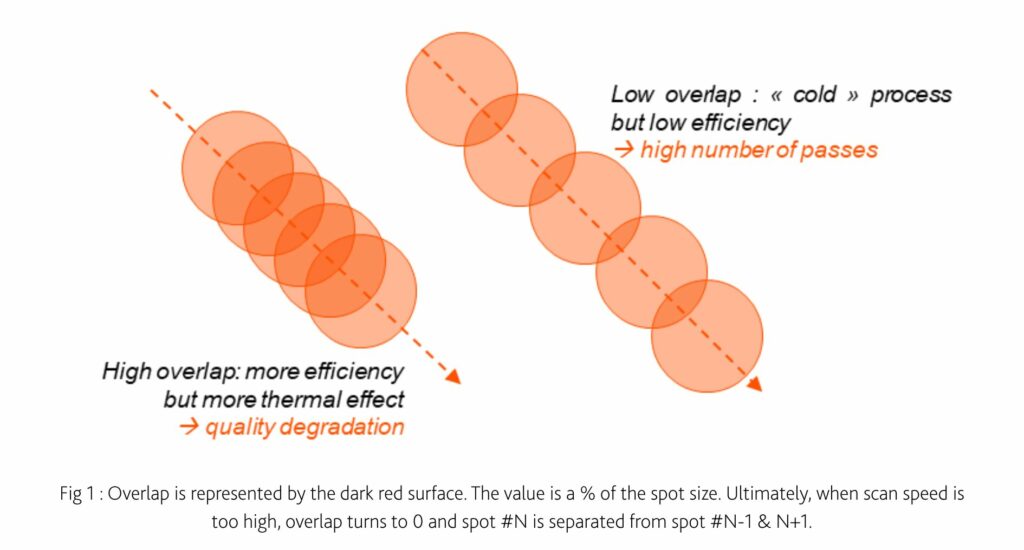
A combination of both fluence & overlap defines the quality of a process.
Fluence (in J/cm²)
Represents the energy delivered per unit area, linked to spot size and energy distribution. In femtosecond laser processing, the ablation threshold is typically below 1 J/cm², with optimal working fluences between 3 and 8 J/cm²—several times the ablation threshold.
Overlap (in %)
Defines how much each laser spot overlaps with the previous and next one. Overlap is determined by the laser’s repetition rate and the scanning speed (or displacement speed when using stages). In the femtosecond regime, a typical overlap ranges between 70% and 80% (for single-pulse operations).
Energy & repetition rates define the average power of the laser required for the process.
Spot size and scanning speed determine the equipment specifications: such as focal length for F-theta lens and the type of scanner to be used (a standard scanner for speeds up to 6 m/s, a high-end scanner for speeds up to 12 m/s, or even a polygon scanner for scan speeds exceeding 100 m/s).
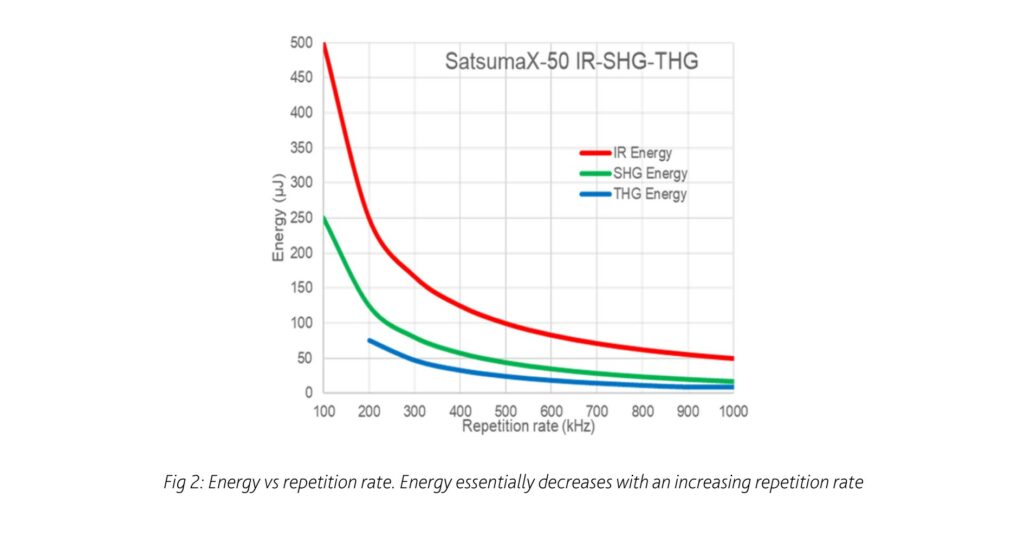
A top-quality process is one where all process conditions are maintained consistently throughout the operation. Since the energy per pulse typically decreases as the repetition rate increases for all USP (ultrashort pulse) lasers (see Fig. 2), achieving constant top-quality results requires keeping ALL parameters (energy, repetition rate, and scan speed) constant during the job.
However, beam displacement over the workpiece is always linked to mechanical displacement, either through a stage or a galvanometer scanner. In industrial applications, the highest possible throughput is generally preferred, which means operating at the maximum compatible beam displacement speed.
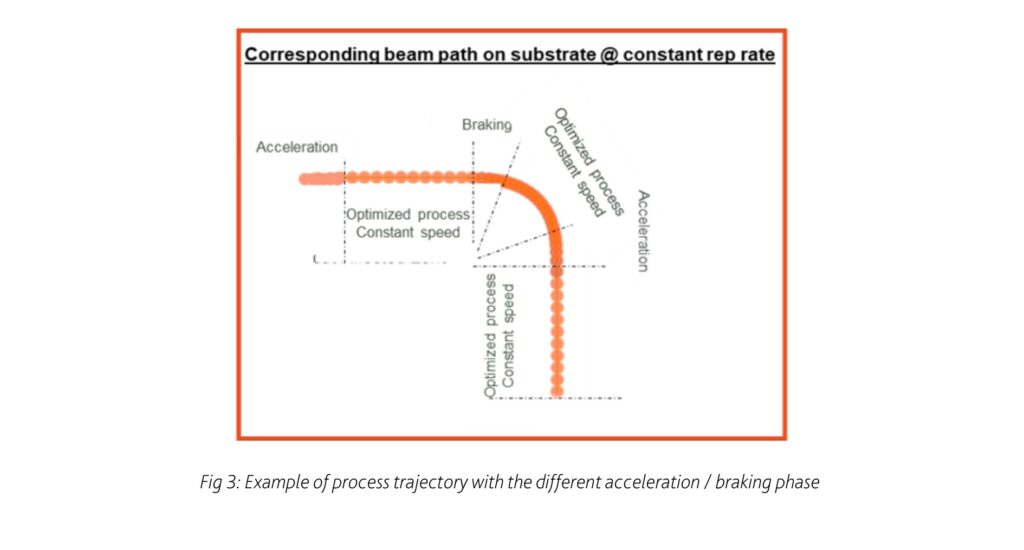
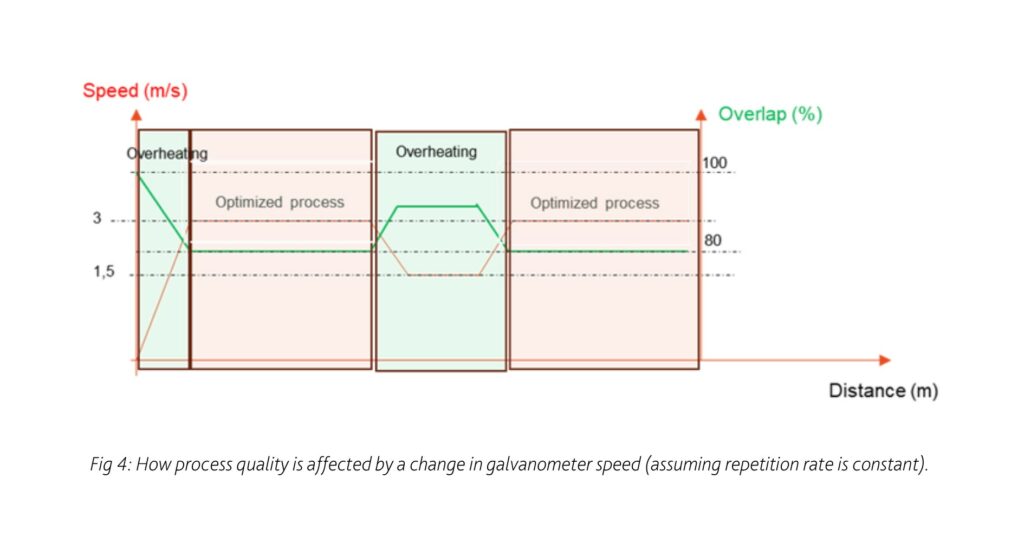
While stages and scanners can maintain constant speeds for straight paths or long runs, they inevitably need to accelerate from their initial position, decelerate, and brake for example, at the beginning of a job, before stopping or when following curved trajectories (see Fig. 3). These phases include acceleration, steady motion, and braking.
If the laser operates independently of the scanning system, its repetition rate remains constant during all phases. This mismatch leads to a degraded process quality during acceleration and braking periods (see Fig 5).
To overcome this problem and optimize scanner usage time, the solution is to synchronize laser repetition rate with scanning speed. In this setup, the laser operates in follower mode, triggered by the scanner or stage controller. Pulses are delivered on demand, each time the laser receives a TTL signal from the control board. This synchronization ensures that the overlap remains constant, even during acceleration and braking phases. This is precisely what FemtoTrig does.
However, as shown in Fig. 2, changing the repetition rate also affects the pulse energy. As energy directly determines the fluence, any variation can impact process quality and homogeneity. FemtoTrig solves this by also managing the energy level, keeping it constant over the entire repetition rate range.
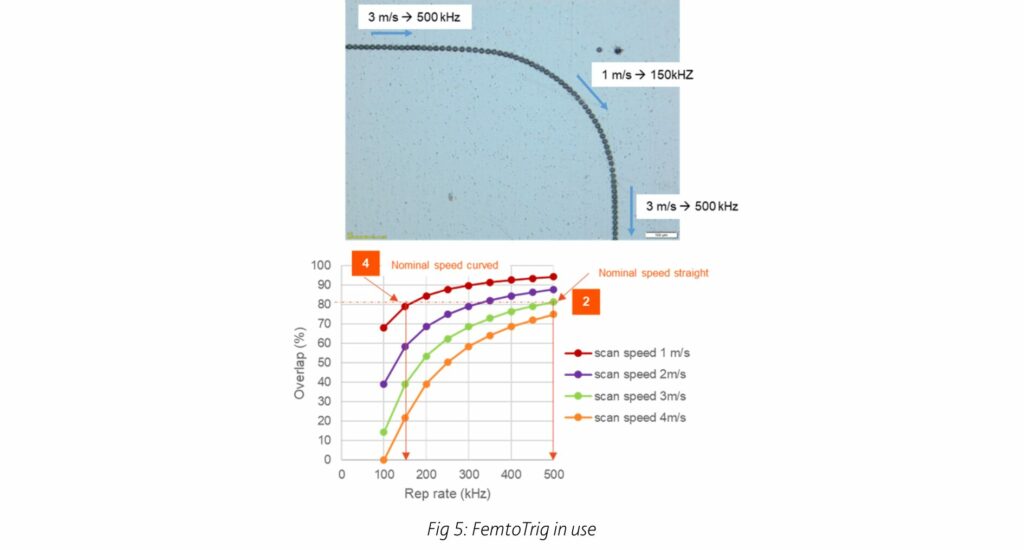
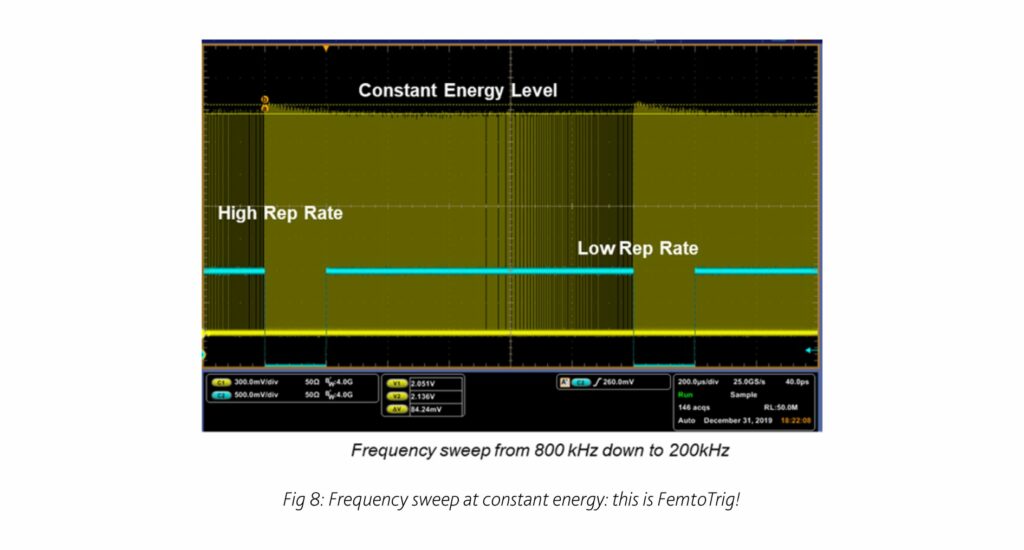
In the example shown below in Fig 5, the scan speed continuously changes form 3m/s on straight sections down to 1 m/s in corners. To maintain a constant overlap, FemtoTrig adjusts the repetition rate from 500 kHz down to 150 kHz in real time.
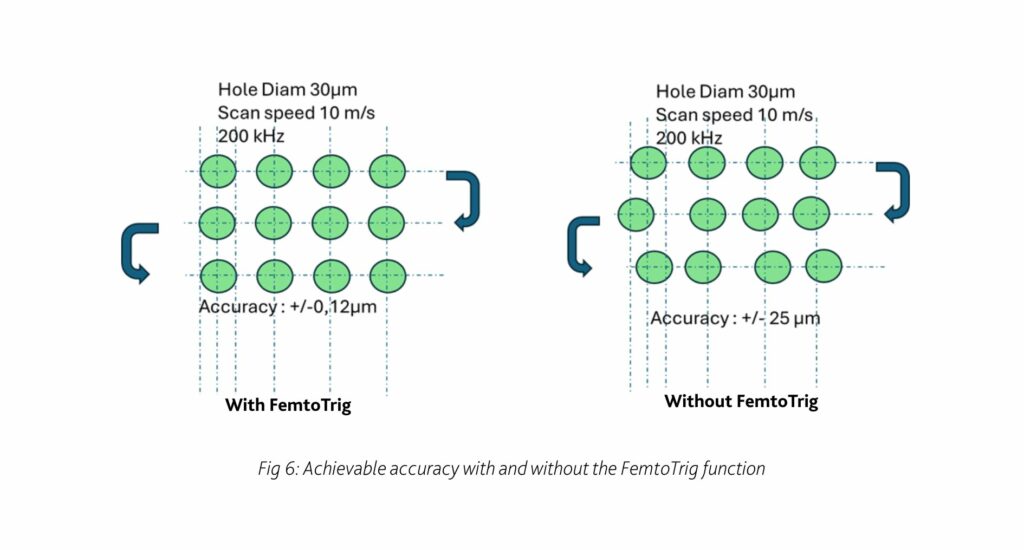
As the TTL signal from the scanner (or stage) directly controls the laser’s pulse picker, the temporal accuracy of each delivered pulse is better than 1/oscillator frequency (<25 ns). This results in unrivaled spatial precision (spot / hole accuracy), especially in matrix drilling applications. Indeed, even at a scan speed as high as 10 m/s, the position accuracy on the hole center is better than +/-0,12 µm from line to line (<1% of the hole diameter for a 30 µm hole).
We have seen that the FemtoTrig function is able to fire pulses on demand, particularly when triggered by a scanner or stage control board. However, as we have seen in Fig. 2, when the pulse repetition rate changes, the pulse energy (and therefore the fluence) typically changes too, which can negatively affect the process quality. FemtoTrig addresses this intelligently by locking the pulse energy at a constant level, specifically at the energy corresponding to the highest repetition rate – for example, the energy used during straight-line scanning. This ensures consistent process conditions, even when the scanning speed varies.
In the example below, the energy level @ 500 kHz (corresponding to straight-line conditions) is 100 µJ.
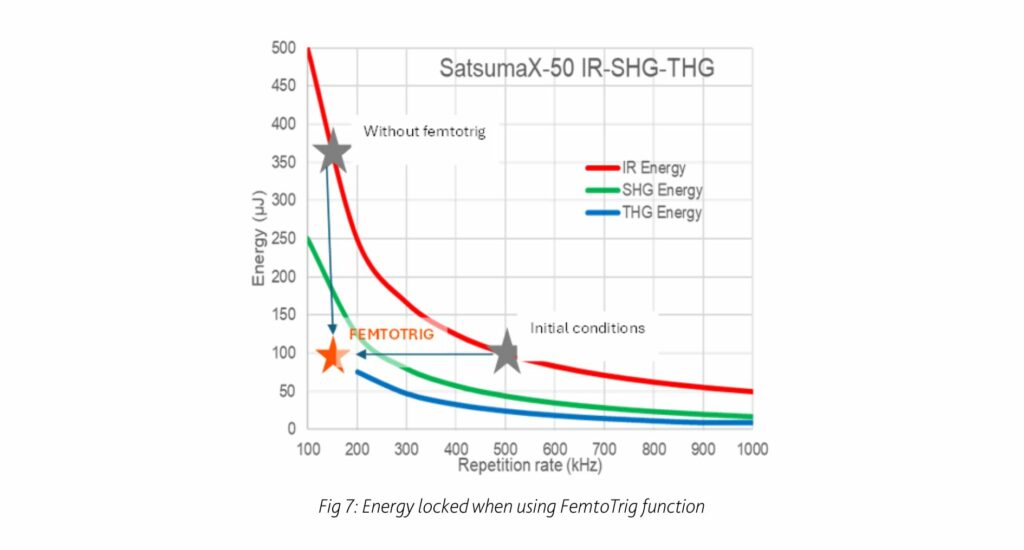
When using a simple Pulse on Demand (POD) function, reducing the repetition down to 150 kHz causes the pulse energy to increase significantly – up to 350µJ per pulse. This leads to strong process degradation, as the fluence dramatically rises when the energy increases. FemtoTrig solves this by not only enabling precise and continuous adjustment of the repetition from 500 kHz down to 150 kHz, but also by keeping the pulse energy constant at 100µJ throughout the sweep. With FemtoTrig, the energy remains unchanged during the entire process, regardless of the repetition rate.
In short, FemtoTrig is much more than a standard POD function – it provides an accurate and adaptable repetition rate control at constant energy, ensuring the process remains stable, optimized for quality, and maximized for throughput.
Accuracy with FemtoTrig
With FemtoTrig, the scanner board directly drives the laser’s pulse picker via a TTL signal. The pulse picker can select individual pulses within a 40 MHz oscillator pulse train. Its temporal accuracy is, in the worst case, limited to 1/40MHz = 25 ns. By using FemtoTrig, you can therefore achieve process timing accuracy down to 25ns. This temporal accuracy translated directly into position accuracy thanks to the displacement speed. For example, at 10 m/s (which is a very high speed for most industrial processes) 25ns corresponds to 0,25 µm positional accuracy (or +/-0,125 µm). The lower the repetition rate, the better the spatial accuracy becomes.
Can the same accuracy be achieved using an Acousto-Optic Modulator (AOM)?
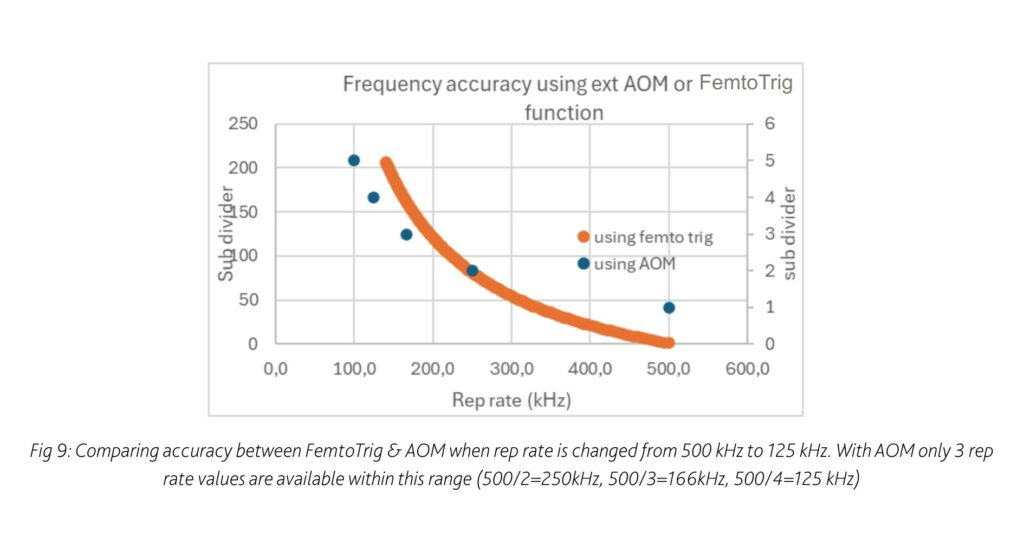
As previously explained, FemtoTrig operates the laser in follower mode, where the scanner directly controls the pulse picker to deliver pulses on demand. The pulse picker is an ultrafast device capable of selecting individual pulses at the oscillator frequency. In contrast, an AOM is significantly slower and typically operates at 1MHz or less. This means its temporal resolution is, at best, 1/1MHz =1µs – which is 40 times less precise than FemtoTrig. Fig. 9 clearly illustrates this difference.
- FemtoTrig provides a quasi-continuous and very smooth frequency sweep, perfectly synchronized with the scanner’s motion.
- AOM-based control allows only a few discrete frequency values (typically three), leading to much lower process precision.
Throughput Improvement
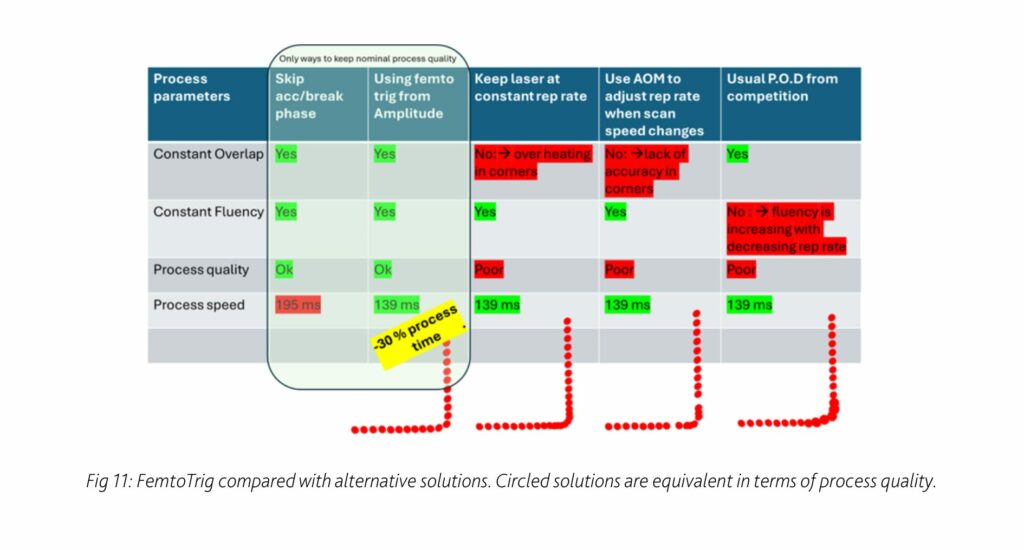
FemtoTrig enables you to maximize scanner operating time. With traditional methods, you often need to skip the acceleration and braking phases, which, depending on the process, can represent up to 50% of the scanner’s motion time.
With FemtoTrig, you can process continuously, including acceleration and deceleration, without compromising quality.
Let’s consider the following example (Fig.10): The laser trajectory is a 150 mm x 70 mm rectangle.
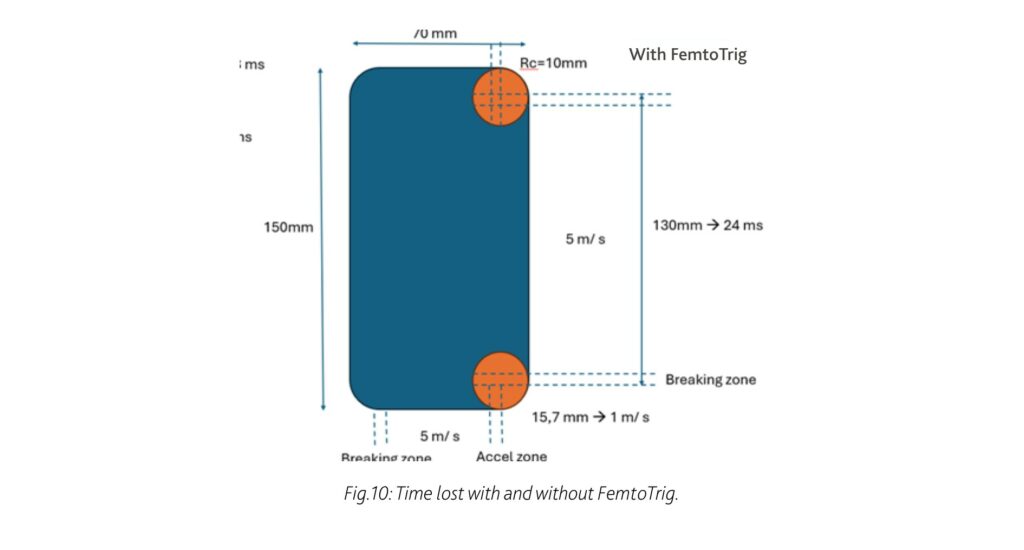
With FemtoTrig, the laser is locked onto the scanner board, and FemtoTrig automatically manages the laser repetition rate according to the scan speed. This means that braking and acceleration phases are no longer wasted time – they become part of the effective processed time. The time required to make a single round trip will be 139 ms.
In the example of the 150 mm × 70 mm rectangle (Fig. 10):
With FemtoTrig, a single round trip takes 139 ms, with all trajectory phases—straight lines and corners—fully processed at constant quality.
Without FemtoTrig, to maintain constant overlap, you would need to:
- Switch the laser OFF when entering the braking or acceleration phases,
- Wait for the scanner to reach its minimum speed for corners (1 m/s),
- Switch the laser back ON once stabilized.
In this case, only the sections at 5 m/s and 1 m/s are useful for processing, and the transition phases are lost time.
As a result, the same round trip would take 195 ms without FemtoTrig—that’s 30% longer.
Summary
- Temporal precision: (<25 ns)
- Spatial accuracy: (< 0,2 µm @ 10 m/s scan speed)
- Unrivaled process quality: Synchronizes repetition rate and delivers energy with scanning speed, locking process parameters for optimum results
- Maximized equipment efficiency: Optimizes the effective use of a galvanometer or motion stage
- Reduced processing costs: Cuts process time by over 30%, leading to a cost reduction of more than 24% per processed part.